

Innovation, IIoT & Industry 4.0 Build the Factory of the Future
/Using 3D laser scanning and rapid prototyping, Festo created its Scharnhausen Technology Plant with Industry 4.0 and complete communication at its core.
By Michelle Segrest, Navigate Content, Inc. - Reporting for Efficient Plant Magazine




Thanks to progressive and innovative methods and a focus on Industry 4.0, Festo has designed and built a facility in which employees safely interact with a flexible robot that takes over assembly tasks that are ergonomically disadvantageous for humans. An energy transparency system allows all energy flow and consumption to be tracked in the future. Tablets, with interactive apps, have become the primary working tool to detect and rectify machine faults quickly and directly on site.
The Scharnhausen Technology Plant in Ostfildern/Stuttgart, Germany, is at the forefront of automation’s future. For the Festo company, it is the leading manufacturing plant for valves, valve terminals, and electronics. The 66,000-sq.-meter factory is characterized by productive and energy-efficient processes, top-quality products, and sustainable and green fabrication.
Festo—an international, third-generation family-owned company—has invested 70 million euros in the site expansion. In 2011, a company interdisciplinary team gathered ideas and formulated challenging goals for the groundbreaking technology plant. The expertise and cooperation of all the employees, including purchasing, development, IT, logistics, production, and human resources, was used to conceive and develop the innovative design.
Christian Kubis, head of plant engineering at the Scharnhausen Technology Plant, was part of the planning team that developed the five-year strategy that is now 2-1/2 years into implementation. “Our main targets were to create production lines that are value streams, speed up productivity, reduce failure costs, and change from a technology-oriented organization to a value-stream organization,” Kubis said.


Defining Industry 4.0 to Drive Sophisticated Factory Automation
Building the “factory of the future” required crucial planning, strategic design, and a focus on Industry 4.0, Kubis said.
“Industry 4.0 is not really a revolution. It’s more an evolution,” he explained. “In 1970, the first personal computer was launched in the market—this was where digitalization started. It has developed through the years. Today, I think Industry 4.0 helps to drive the competitiveness of industry. We are still in development every day.”
In early 2012, the technology plant’s planning was underway with clear and challenging targets.
“We wanted to build a plant that had global competitiveness,” Kubis continued. “We wanted to have a plant that utilized modern digitalization to build Festo products. We wanted a plant that was a good collaboration between all divisions—development, purchasing, production, management, and sales. This required lean production practices and a focus on communication.”
Planning Communication for a Factory of the Future
Tablets and a specially developed app help the experts rectify technical faults as soon as possible or process orders onsite. Other than purely technical innovations, value is ultimately created by the people. As a result, they are required urgently to embrace the automation of the future.
“Our philosophy was to plan from the middle and then work our way to the outside,” Kubis explained. “The center of our operation is communication. How do you plan the communication of such a plant? Which departments should sit together? What functions are on the shop floor? What functions are in the office? What is the communication process on shift changes?”
Festo holds blitz meetings in the morning where all the responsible people stand together and discuss the problems of the last shift and how to solve them during the next shift. Management meetings follow in which department leaders discuss the results of the previous day. The plant leadership team then tackles larger problems.
“This is a close cascade from the bottom to the top and also from the top to the bottom,” Kubis said. “This communication must run without a gap. You must also have the space and the areas to have these meetings, and this must also be considered during the planning process.”
Virtual CAD software was used to develop the original layout and design of the equipment and processes. This allowed the planning team to virtually flow through the production process. However, this method was not enough to accomplish the production efficiency targets, so an additional step was needed.
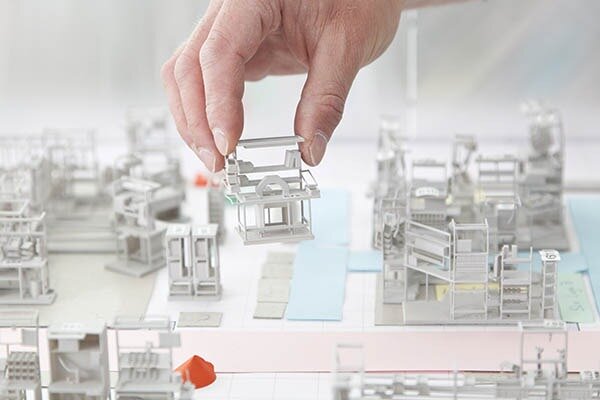
“We involved the employees in the planning process, but this is difficult when you only have a digital world,” Kubis said. “We then went a step further and used a rapid-prototyping process to build the entire Machine Park. We built a huge model using 3D printing to create the facility with all the parts. It is built to scale. For me, this helped more than the virtual tools. We can physically move around all the parts on the gigantic display table and see how the value streams could be achieved.”
In the miniature factory, employees were able to get an initial impression of their future workplace while construction was still under way. When it came to modernizing electronics manufacturing, Festo opted for 3D laser scanning. This enabled the future workstations to be planned quickly and in detail. Surprises after the planning phase, expensive adjustments, and deadline extensions were all avoided because the technical building systems were based on real data. Any missing dimensions were quickly and easily determined.
The placement of all the machines began in 2013 and the area was ready for production within 11 months. “One of our targets was to automate with Festo products,” Kubis explained.
“We have our own automation concept. For example, in a 30-meter assembly line we developed cells. We gave the cells to our suppliers so they could design the process inside the cells. This is an advantage because we can give the orders to different suppliers so they can build the same cell. Each cell requires the same maintenance, so this makes our maintenance plan consistent across the plant. The look and feel of each line is the same, but the processes may be different. Even though they produce different products, they have the same automation concepts.”
Thirty-six percent of the facility is automated, but the bulk of Festo’s business is involved with customized customer solutions that are very specific.
“We grow the automation day by day,” Kubis said. “There is a gray zone between the custom orders and the high-volume automated production. For it to be economical to invest in an automated line, you need to produce more than 500,000 pieces per year. Our manual-assembly systems grow as customers want custom solutions.” To close the gap between manual and automation, Festo developed a Flex Line, which is automation designed to produce a smaller number of units.
Creating Value Streams and an Efficient Production Process
The technology plant uses “swim lanes” that produce quick, flexible, reliable value streams of production. The idea is to have a production process that is harmonized and doesn’t require unnecessary waiting, transport, or idle time. Festo experts analyze the value streams systematically in interdisciplinary teams that span all divisions. Idle times during the throughput of an unfinished part—from goods received to the finished product—can be tracked and minimized.
“In our planning process we spent a lot of time thinking about our value streams,” Kubis explained. “Nearly all the value streams—or swim lanes, as we call them—begin on the north side and flow through to the south side with short waste in mind. There are 140 meters for the flow of materials. We reduce our waste with material flow. These swim lanes represent our philosophy of production—not only for products and product families, but also for engineering.”
Design of the facility also considered Festo’s desire to plan the production before bringing the product into the assembly and production lines.
“The raw material comes into the building on the north side,” Kubis explained. “It then goes through the sawing department to be made into special lengths for special orders, using a first in, first out technology. The material then goes to the Machine Park. Then it goes to the second floor for the assembly stations. Our target is that this value stream is very short. Transporting between stations is very short. Before redesigning the plant, there were long and narrow spaces with much distance between departments.”
The right design and environment are needed to effectively use lean-manufacturing philosophies, Kubis noted. “In the past, we had storage in another building in another village. Material had to be picked up and transported to the production facility. The cutting machines were in a different facility in another village and then transported back to the main location for assembly. The material was being transported more than it was in production.”
So-called “tugger” trains ensure the smooth flow of materials between production and logistics. These are small electric vehicles with trailers that stop at defined points in the production department in a fixed cycle—similar to service buses.
To prevent bottlenecks, the factory experts apply physicist Eliyahu Goldratt’s Theory of Constraints. Instead of improving each partial process individually, the focus should be on the bottleneck, according to Goldratt. The bottleneck is specifically optimized and the process steps that precede it only feed material that can be processed.
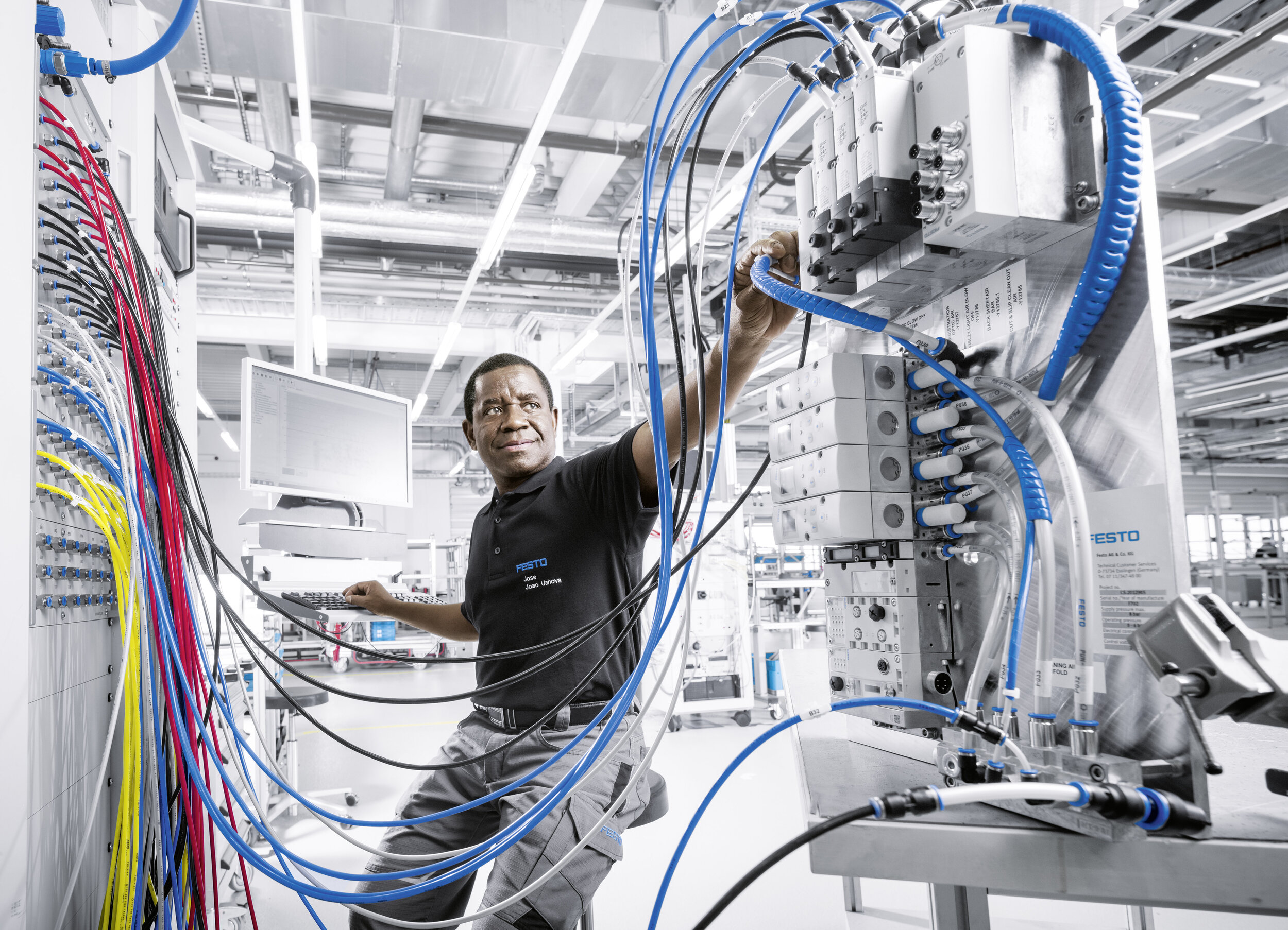
From the planning stage, the Festo experts ensured a high level of energy efficiency on the assembly lines. The energy consumption can now be individually determined for each unit. Possible leaks are automatically detected, while pressure and flow rate are continually monitored. Locally employed valve terminals reduce the consumption of compressed air on the machines considerably. Thanks to cameras and laser sensors, each separate assembly step is inspected without delay. Barcodes and RFID (radio frequency identification) chips are used across the entire production process and beyond—from the supplier to the customer—to record batch data, process parameters, and all test results. Unfavorable trends in production can be identified early.
Cooperating Systems and an Intuitive Human-Machine Interface
The adaptability of the automation process, combined with an intuitive human-machine interface and the qualification of employees, make up key aspects of the production of the future, Kubis said. Special machines—or a robot—can take over pre-assembly jobs that are not ergonomically effective for people. The robot grips a housing, joins cartridges and frame together, and ultimately passes the component on to the worker for further processing.
This teamwork poses no risk for the person. Sensors monitor all robot actions. As soon as an employee comes too close to it, the robot slows down or simply stops. Thanks to safety mechanisms, the robot doesn’t have to be behind bars.
Another special process is the maintenance system. A maintenance technician will receive an order that a machine is broken. In the past, he would go to the machine and check it, then obtain the documentation, retrieve the spare parts, then work on the machine—all creating a lot of wasted steps and wasted time.
“We developed an iPad solution called Mobile Maintenance,” Kubis said. “Every maintenance employee has an iPad that contains everything needed to repair a machine. He can take photos and add notes, and finish the order. He can then get his next order. This saves 10 minutes per order.”
The Global Competitive Automation Arena
Suppliers are also firmly integrated in the factory processes. They are responsible for delivering materials according to defined inventory limits. Their link is established, whenever possible, by means of standardized and cyclically synchronized delivery vehicles. Besides material logistics, there are numerous standards for work materials. Employees select their own office supplies or tools from a standard work system.
The Scharnhausen Technology Plant is subject to continuous, dynamic change. The company is faced with new challenges in the global competitive automation arena with employees who are ready to learn and open to change. Festo management understands a harmonious triad composed of intuitive human-machine interfaces, training and qualification, plus innovative technologies. This complexity has to be managed today in terms of future sustainability.
“Automation and Industry 4.0 are key drivers for this plant, but the main thing is the products,” Kubis said. “We are the best customer for Festo because we are the plant that can test the new Festo products. Because of this, I always start prototypes and testing phases with digital solutions such as QR codes on the machines and a digital logbook system that eliminates paper documentation. The next step is data analysis. We have a lot of information. We can assess patterns and situations to recognize problems before there are breakdowns.”
While Festo is invested in the human-machine interface, Kubis said he doesn’t think machines will ever fully replace the humans. “Someone still has to program, design, and repair the machines. With Industry 4.0, you need more and more well-trained staff to plan and produce and maintain these systems. The teams will become bigger. A machine from the future has more than just technology; it has communication built in. This requires more and more engineers and technicians.”
Read these articles about Industry 4.0 Innovation
Bionics Drive Factory Automation and Industry 4.0
How Valves Can Help Drive the Factory of the Future
Michelle Segrest is president of Navigate Content, Inc. and has been a professional journalist for 30 years. She has covered the industrial processing industries since 2008 and specializes in technical articles and case studies that focus on technology and innovation connected with rotating equipment. She is the author of three books about modern manufacturing processes. Please contact Michelle at michelle@navigatecontent.com













Originally published in Efficient Plant, June 2018 (Updated November 2019)
If you like this article about building the Factory of the Future, please PIN IT!

This page contains affiliate links. If you click on the product links and make a purchase, it allows me to make a small commission at no extra cost to you! Thank you for your support and I hope you find value in this content!


